一、三轴锁螺丝机器人整机示意图
二、操作面板
三、快速编程
四、自动运行
五、操作注意事项
一、三轴单工位锁螺丝机器人整机示意图

二、操作面板

1.电源开关:1压下开启整机设备电源,内部电源指示灯亮起,0压下,关闭整机电源。整机电源开启后,设备会自动做复位清零动作,要检查有没有阻碍物体,防止设备复位发生意外。
2.数据输出(USB)接口:用于将坐标参数和加工数据保存在USB储存器中。
3.启动/暂停按钮:按下启动按钮,设备按照编好的程序,进行自动锁螺丝操作。
4.手动送螺丝:按下手动送螺丝按钮,转角汽缸转动,将吹送过来的螺丝通过转角臂送到批嘴上,被批嘴上的磁性吸附,随后转角气缸转回初始位置,转角臂接住下一颗通过供料机气管吹送过来的螺丝。
5.复位按钮:自动锁螺丝停止状态,按下复位按钮,设备复位。
6.调试旋钮:顺时针旋转调试旋钮,气缸下压,螺丝刀头伸出方便调试对位。运行时要逆时针旋转到运行状态。
7.急停按钮:按下急停按钮,锁定设备运行。
8.报警指示灯:设备出现问题的时候,报警灯亮起。
9.运行指示灯:设备自动运行时,指示灯点亮。
10.触摸屏:主要操作界面。可以操作手动状态,输入输出测试,参数设置等操作。
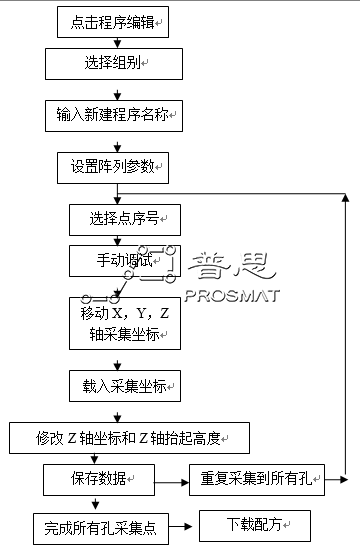
三、快速编程
1)快速编辑锁螺丝指令的流程:
2)编辑坐标
如果在操作过程中,某个坐标点的位置不对,可以直接选择文件,然后点击编辑,找出对应锁螺丝点的步序。然后重新采集坐标后保存就可以。
3)示范:
固定好产品治具后,进行以下操作。
点击程序编辑,弹出以下窗口,进入程序编辑界面。

找出此治具对应的程序组,在组别“0”中可以进行选择。找到对应程序组之后,找需要修改的坐标点,界面中“当前点”代表正在对其修改的点,可在此处直接输入要修改的点的序号,也可通过“上一点”,“下一点”的按钮来选择需要修改的点。选择好需要修改的点之后,点击“手动调试”进入坐标修改界面。见下图:

如果修改坐标只是在原来的基础上微作调整,可点击“试运行”,能够快速将批嘴移动至此坐标位置,然后在此基础上微调。方向键是用来控制批嘴前后左右移动的,也就是X轴,Y轴坐标的控制,注意微调时将“高速”切换成“低速”,点击就可在此间切换,代表在手动控制过程中批嘴移动的速度。
完成X轴,Y轴坐标调整之后,通过上下控制按钮,来调整批嘴的高度,即Z轴的坐标。界面中“连续0.20mm”代表在用方向按钮手动采集坐标时,按住不放,批嘴移动时是连续移动,松开按钮停止移动。点击连续可切换成“定长0.20mm”,即点动模式,每次按方向控制按钮,批嘴都只移动指定长度。此长度是可以设定的,后面的数字代表每次点动的距离,点击可以修改。“复位”按钮可以让批嘴回到坐标零位。“调试”可以控制螺丝批上下。
治具上的产品有几个螺丝孔位,就编几个吹送锁螺丝指令。
编辑方法:点击X、Y、Z的移动光标,把批嘴移动到接近所要定位的螺丝孔位,点击连续点动变为增量点动,微调至和螺丝孔位置一致为止,批嘴与产品的高度保持0.8~1.5mm的距离,保证不与产品直接接触而刮花产品,定位完成后,点击“程序编辑”回到程序编辑界面,点击保存数据,完成一个点的坐标修改。再通过点的序号选择,同样的方法可对另一个点的坐标进行修改。“保存数据”完成所有点修改并保存数据之后,点击下载配方,将程序输入到PLC控制器,该程序即可生效。
注意,清除数据是将所有组的程序全部清除,如果要清除某一组的程序,请在程序列表中清除。
在主界面点击程序列表“程序列表”进入程序列表界面:

在此界面可以选择需要修改或者清除的程序组,点击“清楚数据”可清除所选程序组的程序,点击程序编辑,可对所选程序组进行编辑修改。
点击“程序预览”,进入程序列表

在这里可以找到所需程序的组别序号和对应的程序名称。
四、自动运行

可以选择设备的运行速度,点击可在低速与高速间切换,螺丝的锁紧模式也可点击,在扭力与时间之间切换。其他一些参数也都可在此处根据需要设定,来保证在自动运行中达到最佳的效果。
选择与治具对应的将要运行的程序组,在自动运行前,先点击复位按钮,让批嘴坐标回到零位,确保无误后,点击手动调试将手动调试切换到自动运行,点击启动,或者按下启动按钮,螺丝机将自动运行,自动完成锁螺丝工作,点击停止可停止自动运行,也可按下急停开关来停止自动运行。
五:操作维护注意事项
1.批头一般使用一段时间要清理一下。使用WD-40防锈油(水性),喷在批头滑动槽里和周围表面。每天一次。2.批头使用一段时间后会有铁屑产生附在批头内部,要松开固定批头的四个顶丝清理一下内部铁屑,直到批头伸缩顺畅。
3.如果导轨不振动,首先调一下振动开关,然后看一下轨道与涡轮之间有没有杂物卡住,检查一下导轨下面振动器有没有杂物,清理一下。
4.不出螺丝,用手拉一下分料气缸是否可以正常滑动。如果不能正常滑动可能里面有不规则螺丝或杂物,清理掉即可。
5、导轨需定时加润滑油。
6、若机器掉步,请断电重启。
7、定时检查气管内壁磨损程度,必要时更换气管。
8、编程操作时,由于设备处在自动学习中,机械部件处于移动中。操作过程注意轻移慢行。注意操作安全。本设备属于半自动机器。如安全确有需要,请客户自行制作安全保护装置后使用。
 相关新闻
相关新闻